Stërvitje HSS



Meiwha Drilling Tools ofron shpime dhe shpime për aliazhe HSS. Maja e shpimit rrotullues HSS është për shpimin e metalit me saktësi maksimale. Maja e ekspozuar 135 gradë e majës së ndarë me vetëqendërzim kombinon prerjen aktive dhe centrimin perfekt pa devijim, duke ofruar saktësi maksimale. Maja e ndarë eliminon gjithashtu çdo nevojë për shpim paraprak ose shpim pilot deri në 10 mm. Kjo majë e prerë me precizion e bërë nga HSS (çelik me shpejtësi të lartë) mundëson deri në 40% shpejtësi shpimi më të shpejtë dhe deri në 50% presion më të ulët furnizimi sesa majat e shpimit HSS të prerë standarde me tehe dalte. Kjo majë është projektuar për shpimin e vrimave në çelik të aliazhuar dhe jo të aliazhuar, çelik të derdhur, gizë të derdhur, hekur të sinterizuar, gizë të lakueshme, metale jo-hekurore dhe plastika të forta. Ka një sistem boshti cilindrik (boshti i barabartë me diametrin e majës së shpimit) dhe është menduar për përdorim në stenda shpimi dhe shoferë shpimi.

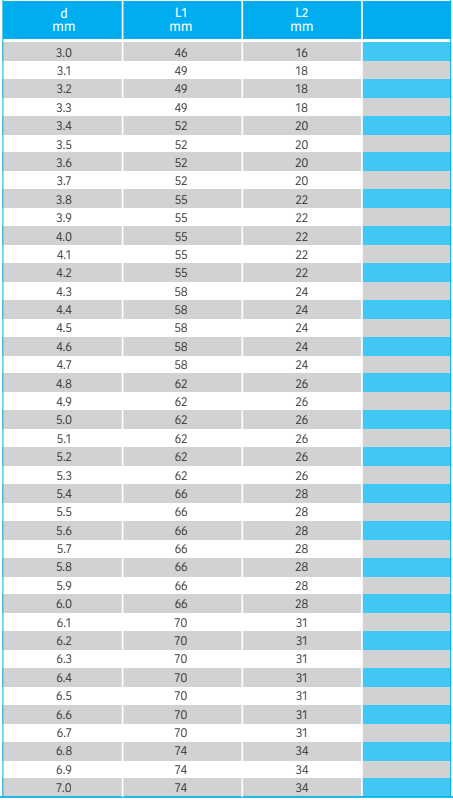

Maja e shpimit me kthesë HSS e bluar është prodhuar sipas standardit DIN 1897. Maja e shpimit është e Tipit N (këndi i flautit) me një majë 118 gradë dhe një tolerancë diametri prej h8.
Masat paraprake për përdorimin e veglave të karabit të çimentuar
1) Karbidi i çimentuar është një material i fortë dhe i brishtë, i cili është i brishtë dhe dëmtohet nën forcë të tepërt ose disa efekte specifike të stresit lokal, dhe ka tehe të mprehta prerëse.
2) Shumica e karbideve të çimentuara janë kryesisht tungsten dhe kobalt. Përbërësit kanë një dendësi të lartë, kështu që ato duhet të trajtohen si objekte të rënda gjatë transportit dhe magazinimit.
3) Karbidi i çimentuar dhe çeliku kanë koeficientë të ndryshëm të zgjerimit termik. Për të parandaluar çarjen nga përqendrimi i stresit, duhet t'i kushtohet vëmendje saldimit në një temperaturë të përshtatshme.
4) Veglat prerëse të karabit duhet të ruhen në një vend të thatë, larg atmosferës gërryese.
5) Gjatë procesit të prerjes së veglave prej karabit të çimentuar, nuk mund të parandalohet shfaqja e ashklave, copëzave etj. Ju lutemi përgatitni materialet e nevojshme për mbrojtjen e punës përpara përpunimit.
6) Nëse në procesin e prerjes përdoret lëng ftohës ose pajisje për mbledhjen e pluhurit, duke marrë parasysh jetëgjatësinë e makinës dhe mjeteve prerëse, ju lutemi përdorni lëngun prerës ose pajisjet për mbledhjen e pluhurit në mënyrë korrekte.
7) Ju lutemi të ndërprisni përdorimin e mjetit me çarje gjatë përpunimit.
8) Veglat prerëse të karbit do të bëhen të pa mprehta dhe do të humbasin forcën për shkak të përdorimit afatgjatë. Ju lutemi mos lejoni që jo-profesionistët t'i mprehin ato.
9) Ju lutemi ruajini siç duhet veglat e konsumuara prej aliazhi dhe fragmentet e tyre për të parandaluar dëmtimin e të tjerëve.










